Tel Erezyon (Wire EDM): İletken Malzemelerde Hassasiyetin Zirvesi
Tel Erezyon (İngilizce: Wire Electrical Discharge Machining – Wire EDM), elektriksel kıvılcımlar (arklar) kullanarak iletken malzemeleri kesen, aşındırmalı olmayan (non-conventional) bir imalat yöntemidir. Bu süreç, mekanik bir kuvvet uygulamadan, en sert metalleri bile olağanüstü bir hassasiyetle kesmek için kullanılır.
Bu yöntem, genellikle “kıvılcımla kesme” olarak da bilinir. Temel prensibi, sürekli hareket eden ince bir tel elektrot ile işlenecek parça arasında binlerce kontrollü elektrik boşalması yaratmaktır.
Tel Erezyon (Wire EDM) Nasıl Çalışır?
İşlem, oldukça karmaşık görünse de temelde basit bir fizik kuralına dayanır. Süreç dört ana aşamada gerçekleşir:
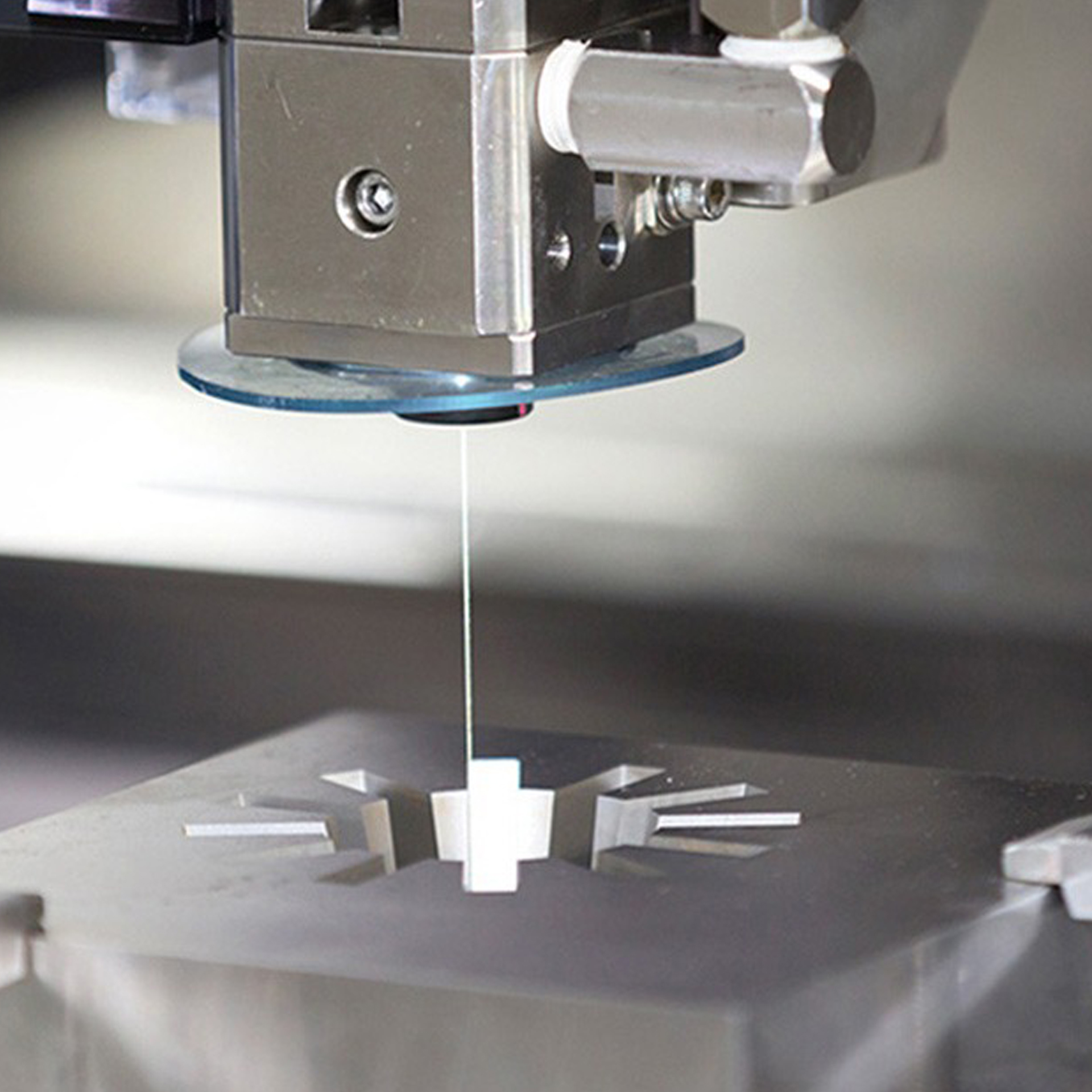
- Hazırlık: İşlenecek parça (iletken olmalıdır) ve ince bir tel (genellikle pirinç, molibden veya kaplamalı bakır) makinenin çalışma alanına yerleştirilir. Tel, bir makaradan sürekli olarak beslenir ve “üst” ve “alt” elmas kılavuzlar arasında gergin tutulur.
- Elektriksel Boşalma (Kıvılcım): Parça ve tel, birbirine asla fiziksel olarak temas etmez. Aralarında çok küçük bir boşluk (spark gap) bulunur. Bu boşluk dielektrik sıvı (genellikle deiyonize su) ile doldurulur. Bir güç kaynağı, tel (pozitif veya negatif kutup) ile iş parçası (diğer kutup) arasına yüksek frekanslı elektrik darbeleri gönderir.
- Aşındırma (Erozyon): Bu elektrik darbeleri, dielektrik sıvının içinden geçerek saniyede binlerce kez tekrarlanan kıvılcımlar oluşturur. Her kıvılcım, temas ettiği noktada (hem telde hem de iş parçasında) sıcaklığı 8.000°C ila 12.000°C’ye kadar çıkararak malzemenin mikroskobik bir parçasını eritir ve buharlaştırır.
- Temizleme (Flushing): Dielektrik sıvı, oluşan bu erimiş metal artıklarını (çapakları) hızla ortamdan uzaklaştırır ve alanı soğutur. Tel sürekli olarak beslendiği için kesme işlemi her zaman taze ve aşınmamış bir elektrot yüzeyi ile devam eder.
Tüm bu kesme işlemi, CNC (Bilgisayarlı Sayısal Kontrol) tarafından yönetilen bir yörüngede milimetrenin binde biri hassasiyetinde gerçekleştirilir.
Tel Erezyonun Temel Bileşenleri
- CNC Kontrol Ünitesi: Kesme yolunu, hızı ve elektriksel parametreleri programlayan ve yöneten sistemin beynidir.
- Tel Besleme Sistemi: Tel makarasını, teli geren tansiyon mekanizmalarını ve teli yönlendiren hassas elmas kılavuzları içerir.
- Güç Kaynağı (Jeneratör): Gerekli yüksek frekanslı ve kontrollü elektrik darbelerini (kıvılcımları) üretir.
- Dielektrik Sıvı Sistemi: Genellikle deiyonize (saf) su kullanan bu sistem; sıvıyı depolayan bir tank, pompalar, güçlü filtreler ve suyun iletkenliğini sabit tutan bir deiyonizasyon ünitesi içerir.
Başlıca Kullanım Alanları
Tel Erezyon, özellikle yüksek hassasiyet ve karmaşık şekillerin gerektiği yerlerde kullanılır:
- Kalıpçılık (Enjeksiyon ve Metal Şekillendirme): Bu, tel erezyonun en yaygın kullanıldığı alandır.
- Plastik enjeksiyon kalıplarının dişi (cavity) ve erkek (core) çekirdeklerinin imalatı.
- Sac metal kesme ve bükme kalıplarındaki zımba (punch) ve matrislerin (die) üretimi.
- Havacılık ve Uzay: Türbin kanatçıkları, motor bileşenleri gibi süper alaşımlardan (Inconel, Titanyum) yapılmış karmaşık parçaların imalatı.
- Medikal Cihazlar: Cerrahi aletler, protezler ve implantlar gibi küçük ve hassas paslanmaz çelik veya titanyum parçaların üretimi.
- Hassas Makine İmalatı: Dişliler, kam mekanizmaları ve özel mastarlar (kontrol fikstürleri) gibi yüksek doğruluk gerektiren parçalar.
- Prototipleme: Hızlı ve yüksek hassasiyetli fonksiyonel prototiplerin üretimi.
Kısacası, Tel Erezyon; geleneksel talaşlı imalatın zorlandığı veya yetersiz kaldığı durumlarda, “sert, karmaşık ve hassas” parçaların üretiminde kritik bir rol oynar.
Tel Erezyonun Avantajları ve Dezavantajları
Bu yöntemin neden tercih edildiğini (veya edilmediğini) anlamak için artı ve eksilerine bakmak gerekir:
| Avantajlar 👍 | Dezavantajlar / Sınırlamalar 👎 |
| Sert Malzemeleri İşleme: Malzemenin sertliğinin (örn: sertleştirilmiş takım çeliği, karbür, titanyum) önemi yoktur. Yeter ki iletken olsun. | Sadece İletken Malzemeler: Plastik, seramik, cam gibi yalıtkan malzemeleri işleyemez. |
| Yüksek Hassasiyet ve Yüzey Kalitesi: 0.001 mm (1 mikron) seviyesinde toleranslar ve çok pürüzsüz yüzeyler elde edilebilir. | Düşük İşleme Hızı: Geleneksel frezeleme veya tornalamaya göre çok daha yavaş bir süreçtir. |
| Mekanik Stres Yok: Parçaya fiziksel temas ve kesme kuvveti uygulanmaz. Bu sayede çok ince, narin veya kırılgan parçalar deforme olmadan işlenebilir. | Tel Sarfiyatı: Tel, işlem sırasında sürekli tüketilen bir sarf malzemedir ve maliyeti etkiler. |
| Karmaşık Geometriler ve Keskin Köşeler: Geleneksel yöntemlerle imkansız olan çok karmaşık 2D profiller, iç keskin köşeler ve konik (açılı) kesimler yapılabilir. | Isıdan Etkilenen Bölge (HAZ): Kıvılcımlar, kesme yüzeyinde çok ince (mikron seviyesinde) bir yeniden katılaşmış tabaka (recast layer) oluşturabilir. |
| Çapaksız Kesim: İşlem doğası gereği çapak (burr) oluşturmaz, bu da ikincil bir temizleme işlemine olan ihtiyacı azaltır. | “Delik Delme” Gerekliliği: Kapalı bir profili (örneğin bir kalıp boşluğunu) kesmek için önce bir başlangıç deliğinin (genellikle EDM Delik Delme ile) delinmesi gerekir. |